螺旋锥齿轮成套装备中的检测与反调技术 计算机软硬件及外围设备制造的关键支撑
螺旋锥齿轮作为动力传动系统的核心部件,广泛应用于航空、航海、重型机械及高端汽车等领域。其齿形复杂、啮合精度要求极高,制造与质量控制是技术难点。基于螺旋锥齿轮成套装备的检测及反调技术,已成为保障齿轮性能、实现高效制造的关键环节,而这背后离不开先进的计算机软硬件及外围设备制造技术的强力支撑。
一、螺旋锥齿轮检测技术的核心需求与挑战
螺旋锥齿轮的检测主要包括齿面形貌、接触区、啮合误差、噪声与振动等多个维度。传统的手工检测与简单仪器已无法满足高精度、高效率的现代制造需求。核心挑战在于:
- 几何精度复杂:螺旋锥齿轮的齿面为空间曲面,参数多且相互关联,测量点需高密度、高精度覆盖。
- 动态性能要求高:齿轮在实际工况下的接触斑点、传动误差和噪声是最终性能指标,需要在模拟或真实负载下进行检测。
- 过程闭环控制:检测结果需要能快速、准确地反馈给制造装备(如铣齿机、磨齿机),以指导工艺参数的调整(即“反调”),形成“制造-检测-补偿”的闭环。
二、计算机硬件系统:检测与反调的“强健躯体”
成套装备中的检测与反调系统依赖于强大的硬件基础:
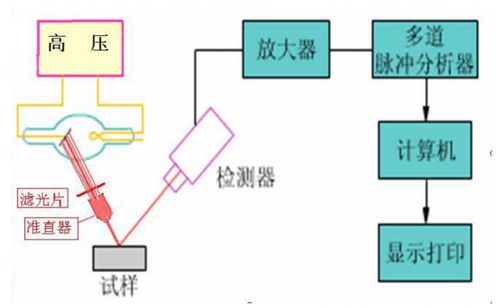
- 高精度传感与数据采集硬件:包括激光扫描头、高分辨率CCD相机、三维接触式探针、高动态范围的声学与振动传感器等。这些专用外围设备负责原始数据的精准捕获。
- 高性能计算与实时控制单元:搭载多核CPU、高性能GPU(用于点云处理、图像识别)和实时运动控制卡的工控机是核心。它们负责海量测量数据的快速处理、模型重建与误差分析,并实时生成控制指令。
- 专用机械执行机构:集成在检测台或机床上的高精度转台、直线导轨、伺服驱动系统等,负责精确调整齿轮姿态或直接驱动补偿加工。
三、软件系统:智能分析与决策的“智慧大脑”
软件是实现检测智能化和反调自动化的灵魂:
- 专用检测与分析软件:具备齿面数学模型库、点云配准算法、偏差彩色映射、接触区模拟分析、传动误差计算等功能。软件能够将测量数据与理论设计模型进行比对,精准定位误差类型与量值。
- 反调与补偿算法软件:这是技术核心。软件基于检测出的误差,通过建立误差源(如机床调整参数)与齿面误差之间的映射模型(如敏感性矩阵),反向计算出最优的机床调整参数或砂轮修整参数,并生成可执行的数控程序。
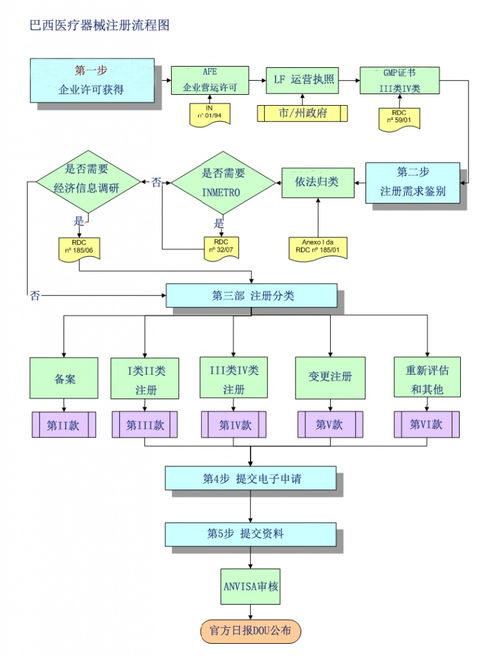
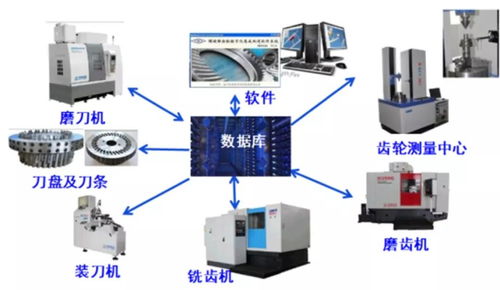
- 系统集成与数据管理平台:实现检测设备、数控机床、MES(制造执行系统)之间的数据互联互通,确保检测结果、反调指令、工艺档案的全流程可追溯与闭环管理。
四、外围设备制造:定制化与集成化的关键
支撑上述软硬件的,是高度专业化的外围设备制造能力:
- 精密机械部件制造:检测台架、传感器支架等需要极高的机械稳定性和微米级精度,涉及精密加工、热处理和装配工艺。
- 系统集成与总装:将传感器、运动机构、控制柜、计算机等进行物理集成和电气连接,确保电磁兼容性、机械刚性和运行可靠性。
- 校准与标定服务:提供整套系统的基准校准、精度标定和维护服务,这是保证长期测量精度的必要环节。
五、发展趋势与展望
该领域的发展将深度融合以下技术:
- 智能化与AI:利用机器学习对历史检测数据和反调效果进行学习,优化反调模型,实现预测性维护和工艺参数智能推荐。
- 数字孪生:在虚拟空间中构建齿轮、机床和检测设备的完整数字孪生体,在加工前进行仿真和优化,大幅减少试切和物理调试成本。
- 在线与在机检测一体化:检测模块更深度地集成到加工机床上,实现“加工-在机测量-实时反调”的无人化连续作业。
###
螺旋锥齿轮的检测与反调,已从一门依赖经验的“手艺”演变为一个以计算机软硬件和精密外围设备为基石的现代化系统工程。其发展水平直接决定了高端螺旋锥齿轮的制造质量和效率。持续投入和突破相关软硬件及外围设备的研发与制造,是我国从制造大国迈向制造强国,在高端传动部件领域掌握自主核心竞争力的必由之路。
如若转载,请注明出处:http://www.csshan.com/product/67.html
更新时间:2026-06-18 07:20:15